")
")

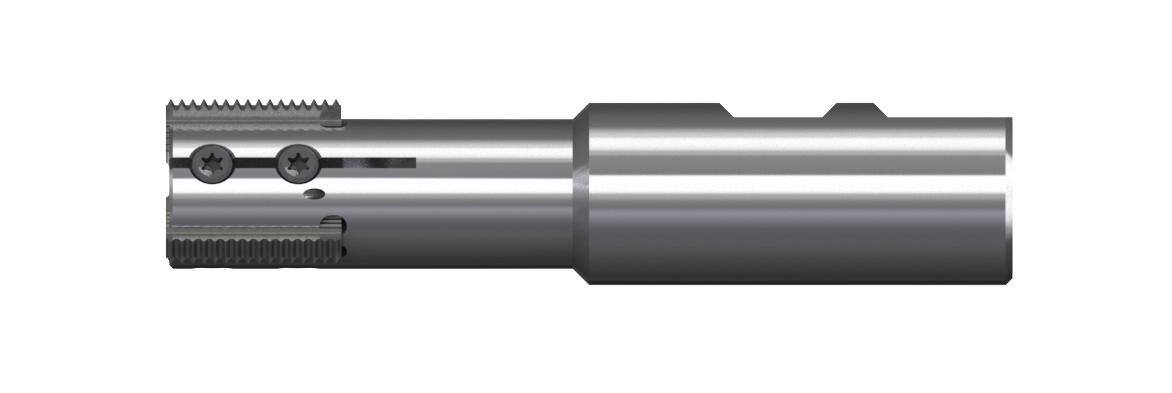
GFW-Q
Wendeplatten-
gewindefräser
Hochleistungswerkzeug für den universellen Einsatz in der Innengewindeherstellung eines großen Gewinde-Ø-Bereichs mit gleicher Steigung. Wendeplatten mit jeweils 4 nutzbaren Schneiden.
-
Das neu entwickelte, schwingungsarme Plattenspannsystem ermöglicht überdurchschnittliche Vorschubswerte bei hoher Flexibilität
-
In Kombination mit vier vollwertigen Schneiden je Wendeplatte bedeutet dies längere Standwege bei verkürzten Bearbeitungszeiten
Wendeplatte Typ WP-Q
-
4 vollwertige Schneiden pro Platte. 2 der 3 Ersatzschneiden stehen in geschützter Position zur Verfügung
-
Reduzierung der Fertigungszeiten durch höhere Schnittwerte (Vorschübe)
-
Schnelles Wenden / Wechseln der Platten da die Klemmschrauben nur leicht gelöst werden müssen
Zukunftsweisendes Plattenspannsystem
Die Klemmung der Platte erfolgt durch die doppelseitige Verzahnung gleichmäßig über die gesamte Plattenlänge
-
Maximale Spannkraft bei geringem Anzugsmoment
-
Maximale Belastbarkeit der Schneide durch Formschluss (Verzahnung)
-
Maximale Wirtschaftlichkeit - der geschlossene Torsionskäfig wirkt stark schwingungsdämpfend und ermöglicht höchste Vorschubswerte
Werkzeug für den universellen Einsatz in der Innengewindeherstellung eines großen Gewinde-Ø-Bereichs mit gleicher Steigung. Wendeplatten mit jeweils 4 nutzbaren Schneiden.
Verfügbare Gewindetypen
Spezifikation
mit Innenkühlung
Verfügbare Ausführungen
blank
TiCN
Verfügbare Schaftausführungen
Zylinderschaft nach DIN 1835 B
Anwendungsbeispiel:
Ablaufschritte:
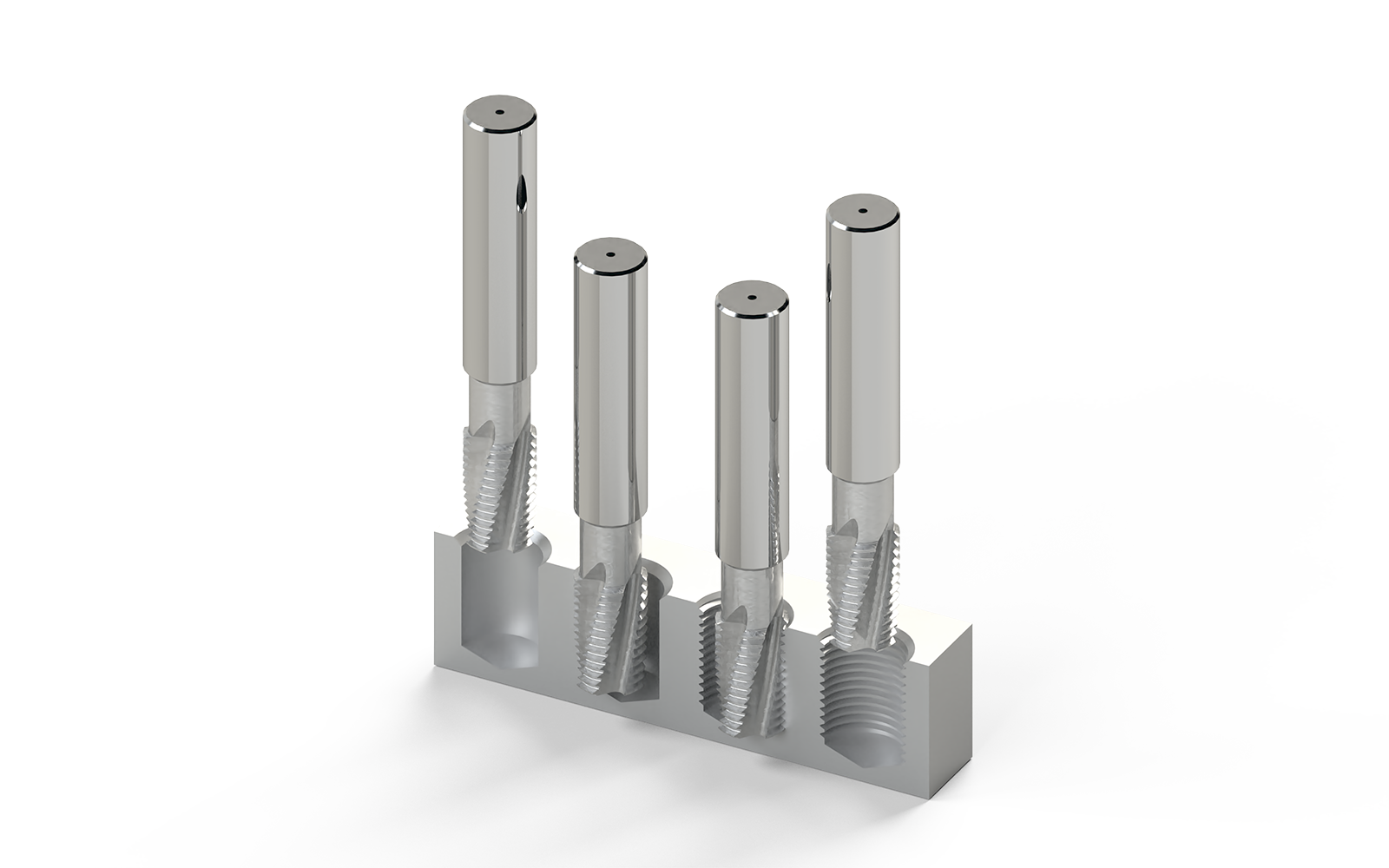
Ablaufschritte für Gewindefräser mit Halseinstich
1. Werkzeug fährt auf Startposition zentrisch über die Bohrung
2. Beginn des Gewindefräsens mit Einfahrschleife
3. Fräsen des Gewindes mit anschließender Ausfahrschleife
4. Verfahren auf Startposition und beenden des Bearbeitungsvorganges

Ablaufschritte für Gewindefräser mit Halseinstich und Versetzen in der Tiefe
1. Werkzeug fährt auf Startposition zentrisch über die Bohrung
2. Beginn des Gewindefräsens mit Einfahrschleife
3. Fräsen des Gewindes mit anschließender Ausfahrschleife.
Zustellung in der Z-Richtung um die entsprechende Tiefe
4. Beginn des zweiten Gewindefräsvorganges mit Einfahrschleife
5. Fräsen des Gewindes mit anschließender Ausfahrschleife
6. Verfahren auf Startposition und beenden des Bearbeitungsvorganges
 Nach oben
Nach oben