")
")

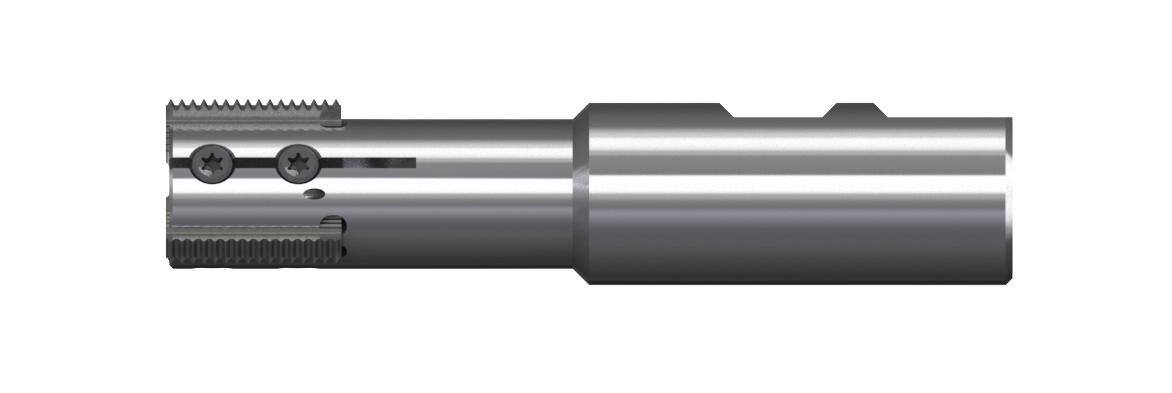
GFW-Q
Indexable
thread milling cutter
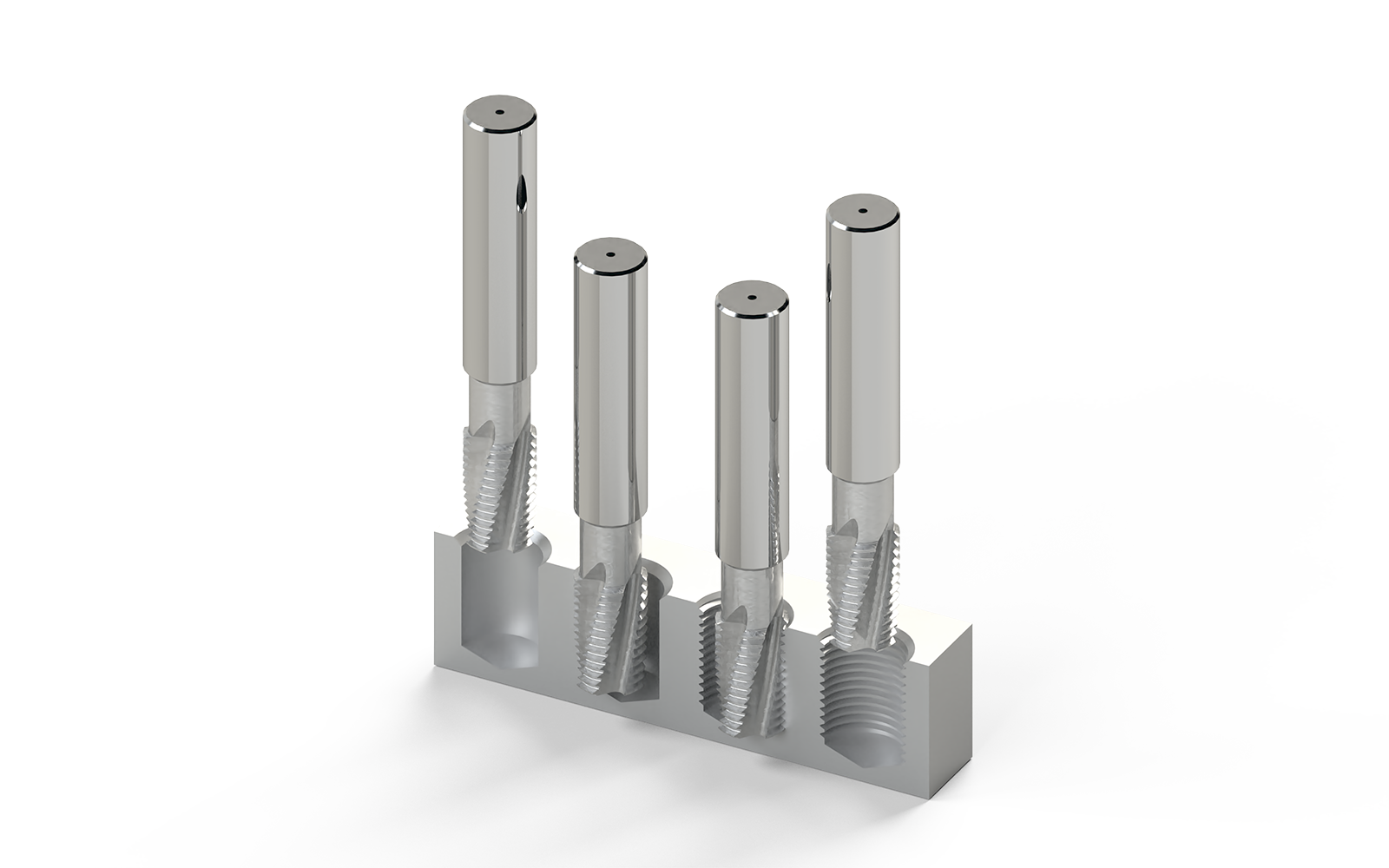
High performance tool for universal use in manufacture of internal
screw threads in a wide range of thread-Ø with an identical pitch.
Each insert has 4 useabel cutting edges.
-
The newly developed, low-vibration insert-tensioning system enables above-average feed rate values with a high level of exibility
-
In combination with four complete cutting edges per indexable insert this enables longer tool life with lower processing times
Indexable insert type WP-Q
-
4 complete cutting edges per insert 2 out of 3 replacement cutting edges available in protected position
-
Production times reduced via higher cutting values (feed rates)
-
Rapid turning / replacement of inserts because clamping screws need only be lightly loosened
Future-fit insert-tensioning system
Clamping of the insert is via double-sided toothing uniformly over complete insert length
-
Maximum clamping force with low clamping torque
-
Maximum resilience of the cutting edge via positive locking (toothing).
-
Maximum economy - the complete torsion cage is highly vibration-reducing, enabling maximum feed rate values
Tool for universal use in manufacture of internal screw threads in a wide range of thread-Ø with an identical pitch. Each insert has 4 useable cutting edges.
Available thread types
Specification
with internal coolant
Available versions
uncoated
TiCN
Available shank versions
Straight shank according to DIN 1835 B
Example:
Sequence of operations:
Operation sequences for thread milling cutters
with recessed neck
1. Tool moves to initial position above centre of hole
2. Thread milling starts with cutter entry path
3. Thread milling followed by exit path
4. Return to initial position and end of machining cycle

Operation sequences for thread milling cutters
with recessed neck and vertical displacement
1. Tool moves to initial position above centre of hole
2. Thread milling starts with cutter entry path
3. Thread milling ends with cutter exit path
4. Z-axis displacement to required depth
5. Second thread milling process starts with cutter entry path
6. Thread milling followed by exit path
7. Return to initial position and end of machining cycle
 back top
back top